5 Fatal Flaws of the B Series Cummins
Despite all the performance potential and well-documented durability the B series Cummins is known for, a lot of folks tend to overlook its shortcomings. This is especially true for diesel newbies hungry to get their hands on one of these legendary inline-six mills. While its flaws are few, these engines do have a handful of potentially catastrophic failure points. For example, did you know a 10-cent dowel pin can destroy an ’89 to ’02 engine in a matter of seconds? Or the irreparable cracked block scenarios that run rampant with ’99-’01 versions? And what about all the blown head gasket issues plaguing the 6.7L?
Read on to find out what your Cummins’ biggest pitfall is and how to correct it.
1. Killer Dowel Pin (KDP)
The Problem
Due to its ability to completely trash an engine, the killer dowel pin tops our list of Cummins shortcomings. On the assembly line, a tiny steel dowel pin was pressed into the block of ’89 to ’02 mills in order to locate the engine’s timing gear housing. Over time and thanks to a combination of vibration, heat cycles and age, it can work its way out of the block. Once it falls out, the tiny dowel pin usually makes contact with the cam gear first and can then be drawn into both the injection pump and crank gears, effectively making it a 10-cent wrecking ball. Remember, if it takes out the cam gear, the pistons will contact the valves, potentially leading to a trashed head and block.

See why it’s called the “killer dowel pin?” Of course, if you’re lucky the dowel pin avoids the cam, crank and injection pump gears altogether and makes it safely down into the oil pan. But that’s rare. A third possible outcome pits the dowel pin against the cam gear directly beneath it. The cam gear will force the (steel) dowel pin into the timing gear housing, which is made of aluminum, thereby cracking or blowing a chunk out of the housing and spewing oil all over the ground. The worst part about the killer dowel pin is that you never know when it will strike. And if you bought your ’89 to ’02 Dodge Ram used, there is no concrete way to know if the dowel pin has been addressed.

The Fix
To eliminate the possibility of a KDP scenario playing out, it’s best to tackle the issue head on. Accessing the KDP means pulling the timing gear housing, which dictates everything be removed from the front of the engine (bumper, radiator, intercooler, fan and shroud, etc.). Along the way, you’ll need a timing gear housing gasket (for reinstallation) and a metal tab to hold the dowel pin in place. Some folks make their own retaining tab, while others opt for all-inclusive kits like the one from BD Diesel shown below. The BD kit also comes with a new crank seal and retails for $120 to $145, depending on which model year engine you have.

2. “53 Block” (’99-’01 24-Valve)
The Problem
During a portion of the 24-valve engine’s production run, Brazilian company TUPY cast roughly 100,000 blocks with thinner water jacket walls than what was found on earlier (and later) models. Due to the lack of material in this area, the 53 blocks are susceptible to cracking — thereby leaking coolant — when the engine is exposed to heavy towing, high torque levels, elevated coolant pressure and instances of overheating.

Cracking commonly occurs on the passenger side, just below the freeze plugs. A “53” cast into the driver side front on the block (under the injection pump and near the power steering pump) will let you know if you’ve got one of the doomed candidates, with ’99 to ’01 model year Dodge Rams harboring most of them. Keep in mind, these engines were also used in RVs, school and mass transit buses, along with other applications, so the problem isn’t exclusive to Dodge trucks.
The Fix
Unfortunately, the only real fix for a cracked block is to start over, either with a brand new or quality core crankcase. As you can imagine, going this route isn’t cheap ($5,000 to $10,000 to have the work performed at most shops), so many 53 block owners dabble in temporary fixes. The process of stitching the block together has proven to be the preferred method of attempting to repair the crack(s) or rather, stop the bleeding. Block stitching is performed by a machine shop and entails a hole being drilled at each end of the crack (to keep it from spreading further) and steel inserts being installed to tie everything together.

While the verdict is still out as to whether or not this methodology has proven successful in the long term, it is the best option aside from replacing the block altogether. An innumerable amount of 53 block owners have simply lived with the problem until they were either able to swap engines or get rid of the truck. Operating a truck with a slightly cracked 53 block is by no means a death sentence, but it does warrant keeping a close eye on the water temp gauge, the engine’s coolant level, and periodically checking to see if the crack has worsened.
3. Stroke of Death (For Head Gaskets)
The Problem
With a longer stroke and a quick-spooling variable geometry turbocharger, the 6.7L Cummins produces more low-rpm cylinder pressure (i.e., torque) than its 5.9L predecessor. While this is ideal for what most Ram owners use their trucks for (towing or hauling), it can take its toll on the 6.7L’s head gasket. The 6.7L head gasket also makes use of less sealing area between the cylinders and water jackets thanks to incorporating a larger bore as compared to the 5.9L. Now, add all of the above together and then throw a programmer into the mix (most truck owners can’t resist having an extra 80 to 150 hp on tap), and you start to see why head gasket failure is so common on ’07.5-present Ram trucks.
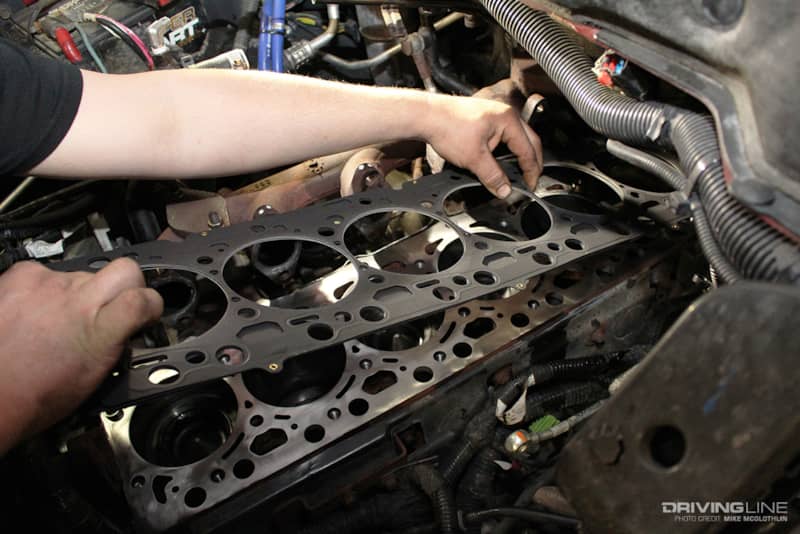
The Fix
An age old solution exists for the 6.7L Cummins’ head gasket issues: run a better head-to-block fastener. ARP head studs are the go-to fastener for this application and provide much more clamping force than the factory head bolts can. During any head gasket job, the cylinder head should be resurfaced, the block’s deck surface inspected for trueness and ARP studs should be used.
Taking things one step further, truck owners have the option of what is called “fire-ringing” the head. This process consists of machining grooves roughly 0.040-inches deep into the head and utilizing mild or stainless steel rings when reinstalling the head on top of the new head gasket. Fire-ringing provides the best combustion seal possible, and is usually reserved for highly modified Cummins mills with larger injectors, stroked or multiple CP3’s and compound turbocharger arrangements.
4. A Starved VP44 Is a Dead VP44
The Problem
Perhaps the most notorious Cummins failure on the books is when a VP44 bites the dust. This electronically controlled, rotary-style Bosch injection pump was used on all ’98.5-’02 Cummins 24-valve engines and relied solely on diesel fuel as its means of cooling and lubricating (vs. the P-pump found on ’94-’98 5.9L’s, which had its own oil supply). Once a VP44 has been denied adequate fuel supply pressure for any prolonged period of time, it always meets an early demise.

The problem? A weak or failing lift pump that stops supplying the VP44 its vital nutrient ends up taking both pumps out as a result. A VP44 alone will run you north of $1,000.
The Fix
With a subpar quality lift pump feeding the VP44 from the factory, it should be scrapped in favor of an aftermarket electric fuel supply system. Companies like FASS, Fuelab and AirDog offer fuel systems that ensure 10-to-15 psi of pressure is always on tap for the VP44. These aftermarket systems also offer better filtration and air removal than the factory hardware, so it’s a win-win. In addition to installing a better fuel supply system, we would highly recommend installing a fuel pressure gauge in the cab. This way you can detect a fuel supply issue before it has a chance to take out the pricey VP44 pump.

5. Common-Rail Injector Failure
The Problem
While this isn’t necessarily a fatal flaw, it is disappointing for Cummins owners that transitioned from older, mechanical engines into newer common-rail models (’03-present). Instead of having to worry about an injector rebuild every once in a blue moon (and on the cheap), many owners are shelling out $2,000 to $3,000 every 140,000 miles for new injectors.

Although it’s a marvel of modern engineering, today’s common-rail injectors lead a busy service life. Not only are there more moving parts (i.e., wear points), but multiple injection events take place per combustion event (in the form of pilot, main, and post events) and the injectors see higher pressures than ever before (26,000+ psi). Most importantly, common-rail injectors utilize very tight internal clearances (as small as 1 to 3 microns), which makes them highly intolerant of contaminated fuel. Fuel system debris has been known to lead to injectors sticking in the “on” position, in which case the piston below it can eventually melt.
The Fix
Two of the most common wear points within a common-rail injector include its ball seat and nozzle needle seat. Unfortunately, nothing can really be done to extend their life span — although we have a hunch that aftermarket tuning which turns off the aforementioned pilot and/or post injection events can lessen the amount of work cycles the injectors see.

As far as curbing fuel contamination goes, there is much more room for improvement in this area. First, always fill up with quality fuel from a reputable source (i.e., high-traffic filling stations where diesel isn’t allowed to sit for weeks at a time), add an aftermarket fuel supply system with a filter rated for 10 microns or less and always change the fuel filter and water separator at the recommended intervals.
More From Driving Line
- After all is said and done, the B Series Cummins is still one of the most powerful diesel engines around. Learn how to get 3,000 hp from 391 cubic inches.